推荐产品

咨询热线:
13563226985
QQ: 2839196322
地址: 山东省滕州市经济开发区春藤东路999号

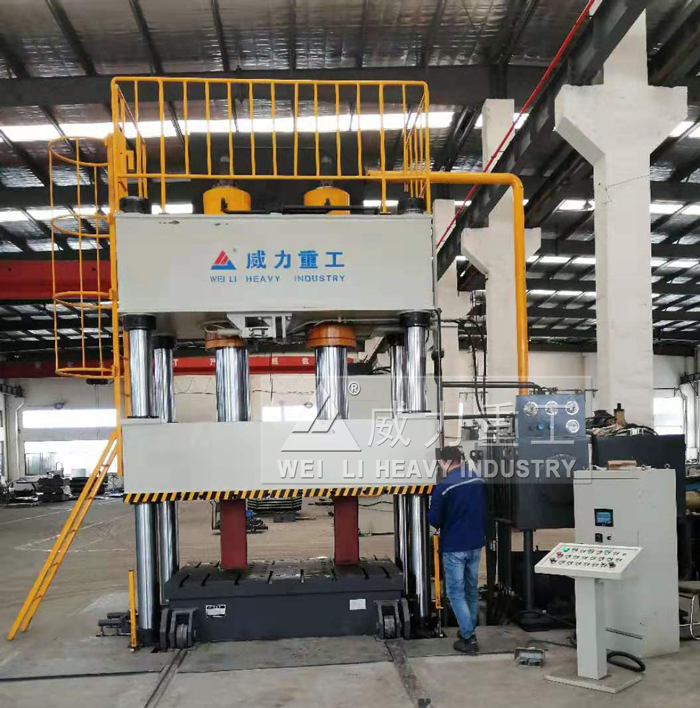
电机外壳模压四柱液压机
- 产品简介:
- 咨询热线:13563226985
-
产品详情
电机外壳模压四柱液压机YW32-500T作为山东威力重工生产的一款热销产品,是一款多功能油压机,也叫三梁四柱油压机,机身采用三梁四柱结构,经济实用,液压控制采用插装阀集成系统,减少泄露点,动作可靠,使用寿命长,可实现定压和定程两种成形工艺,具备保压延时功能,工作压力行程可在规定的范围内调节,采用按钮集中控制,可实现手动、半自动、自动三种操作方式。
电机外壳模压四柱液压机用途:
适用于金属材料的压制工艺,如金属冲压弯曲、翻边、薄板拉伸和金属零件的压装、校正、冷挤等,还可实现塑料制品、粉末制品的压制成型工艺,本机分为主机、液压传动装置和电气控制装置三部分组成,具有独立的液压传动装置和电气控制箱,可以在操纵台集中控制,实现调整、手动和半自动循环三种操作规范,电机外壳模压四柱液压机的工作压力、工作速度、行程范围等可根据工艺需要进行调节,并能完成顶出和拉伸工艺。
电机外壳模压四柱液压机主要结构:
1、液压动力部分,手动.电动
2、机械控制部分;
3、工作油缸部分;
4、液压动力部分;
由液压油泵。电动机用弹性连轴器连接柱塞泵
5、机械控制部分;
由配电箱和组合按钮开关进行控制
6、油管部分:由高压无缝钢管连接结合部


电机外壳模压成型四柱液压机
山东威力重工复合材料液压机
电机外壳模压四柱液压机特点:
1、机台精密度高:采用四柱三板式结构,活动板的垂直精度由四个精密导套控制,下工作面与上工作面任意点的平行精度达到0.03MM以内。其工作高度与工作面积大小,也可按客户需求非标订制。
2、下压定位精确:可采用油缸可调机械定位(精度0.05mm),位置尺电器定位(精度0.03mm),压力传感器压力定位(精度0.1kgf)。
3、进口配件:液压机电器元件采用日本、台湾,法国制造,故障率极少,效率高,低噪音,维护 保养方便
4、安全系数高:安全设计周全,平头按钮双手启动,0.5秒内同时点动方可启动机器,启动按钮中间是急停开关,急停触手可及,及时处理紧急事故。工作台正面安装有安全光 栅,机器在运行中,手若不小心伸进工作空间,机器自动上升,光栅出故障亮红灯,安全系数高。
5、调模方便:液压机安装有上下寸动按钮,方便模具安装及校正。
6、系统调整简单:压力由溢流阀调整,速度由调速阀调整,行程由近接传感器以及下降时间调 整。下降保压计时,产量记录计数。
7、节省能耗:由于液压缸采用的是快速组合缸,马达只需要2.2千瓦功率:操机过程停留10分钟马达自动停止,以防不操机造成不必要的额外电耗,工作时只需要重新启动马达即可。
8、生产效率高:采用子母缸,能实现液压机快速上升和稳定加压,提高生产效率。
9、噪音小:待机时噪音不超过60分贝
10、移动机台方便:机台下方装有四个脚轮,可轻便移动,省力高效。
11、退料以及清理方便:工作台面配有落料槽及吹气装置
液压机设计制造执行标准:
GB9166-88 《四柱液压机精度》
JB9967-99 《液压机噪声限值》
JB/T1829-1997 《锻压机械通用技术条件》
GB50054-95 《低压配电设计规范》
JB3818-1999 《液压机技术条件》
JB3915-1985 《液压机安全技术条件》
GB/T5226.1-96 《工业机械电气设备第一部分通用技术条件》
GB/T3766-83 《液压系统通用技术条件》
JB/T1829-1997 《锻压机械通用技术条件》
电机外壳模压四柱液压机可选配件:
1、光栅安全保护装置
2、行程、压力、时间触摸式显示屏系统
3、PLC可编程控制器
4、冲裁缓冲装置
5、换模具用浮动导轨和滚动托架
6、多种形式移动工作台
7、快速行程冲液装置
配电箱加工流程:
smc具有优越的电气性能,耐腐蚀性能,质轻及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子/电气等行业中。
smc具有优越的电气性能,耐腐蚀性能,质轻及工程设计容易、灵活等优点,其机械性能可以与部分金属材料相媲美,因而广泛应用于运输车辆、建筑、电子/电气等行业中。
1.压制前准备
(1)smc的质量检查 的质量对成型工艺过程及制品质量有很大的影响。因此,压制前必须了解料的质量,如树脂糊配方、树脂糊的增稠曲线、玻纤含量、玻纤浸润剂类型。单重、薄膜剥离性,硬度及质量均匀性等。
(2)剪裁 按制品的结构形状,加料位置,流程决定剪裁的形状与尺寸,制作样板,再按样板裁料。剪裁的形状多为方形或圆形,尺寸多按制品表面投影面积的40%一80%。为防止外界杂质的污染,上下薄膜在装料前才揭去。
(3)电机外壳模压四柱液压机的准备
①熟悉压机的各项操作参数,尤其要调整好工作压力和压机运行速度及台面平行度等。
②模具安装一定要水平,并确保安装位置在电机外壳模压四柱液压机台面的中心,压制前要先彻底清理模具,并涂脱模剂。加料前要用干净纱布将脱模剂擦均,以免影响制品外观。对于新模具,用前须去油。
2.加料
(1)加料量的确定 每个制品的加料量在首次压制时可按下式计算
加料量/g=制品体积/cm3x1.8 /g
(2)加料面积的确定 加料面积的大小,直接影响到制品的密实程度,料的流动距离和制品表面质量。它与smc的流动与固化特性、制品性能要求、模具结构等有关。一般加料面积为40%-80%,过小会因流程过长而导致玻纤取向。降低强度,增加波纹度,甚至不能充满模腔。过大,不利于排气,易产生制品内裂纹。
(3) 加料位置与方式 加料位置与方式直接影响到制品的外观,强度与方向性。通常情况下,料的加料位置应在模腔中部。对于非对称性复杂制品,加料位置必须确保成型时料流同时到达模具成型内腔各端部。加料方式必须有利于排气。多层片材叠合时,最好将料块按上小下大呈宝塔形叠置。另外,料块尽量不要分开加,否则会产生空气裹集和熔接区,导致制品强度下降。
3.成型
当料块进入模腔后,电机外壳模压四柱液压机快速下行。当上、下模吻合时,缓慢施加所需成型压力,经过一定的固化制度后,制品成型结束。成型过程中,要合理地选定各种成型工艺参数及压机操作条件。
(1)成型温度
成型温度的高低,取决于树脂糊的固化体系、制品厚度,生产效率和制品结构的复杂程度。成型温度必须保证固化体系引发、交联反应的顺利进行,并实现完全的固化。
一般来说,厚度大的制品所选择的成型温度应比薄壁制品低,这样可以防止过高温度在厚制品内部产生过度的热积聚。如制品厚度为25~32mm,其成型温度为135-145℃。而更薄制品可在171℃下成型。
成型温度的提高,可缩短相应的固化时间;反之,当成型温度降低时,则需延长相应的固化时间。电机外壳模压四柱液压机成型温度应在最高固化速度和最佳成型条件之间权衡选定。一般认为,smc成型温度在120-155℃之间。
(2)成型压力
smc成型压力随制品结构、形状、尺寸及smc增稠程度而异。形状简单的制品仅需5-7mpa的成型压力;形状复杂的制品,成型压力可达7-15mpa。smc增稠程度越高,所需成型压力也越大。
电机外壳模压四柱液压机成型压力的大小与模具结构也有关系。垂直分型结构模具所需的成型压力低于水平分型结构模具。配合间隙较小的模具比间隙较大的模具需较高压力。
总之,成型压力的确定应考虑多方面因素。一般来说,smc成型压力在3-7mpa之间。
(3) 固化时间
smc在成型温度下的固化时间(也叫保温时间)与它的性质及固化体系、成型温度、制品厚度和颜色等因素有关。固化时间一般按40s/mm计算。对3mm以上厚制品,每增加4mm,固化时间增加lmin。
4.电机外壳模压四柱液压机操作
由于smc是一种快速固化系统,因此压机的快速闭合十分重要。如果加料后,压机闭合过缓,那么易在制品表面出现预固化补斑,或产生缺料、或尺寸过大。在实现快速闭合的同时,在压机行程终点应细心调节模具闭合速度,减缓闭合过程,利于排气。
某种smc典型的成型周期如下:压机开启7s-制品取出l0s-加料20s-模具闭合l0s-固化周期73s,共计120s。
以上就是关于配电箱加工时使用四柱液压机加工流程,通常在选择四柱液压机配套装置的时候,根据成型设备的种类来进行模具,因此必须熟知各种成型设备的性能、规格、特点。例如对于模压使用的四柱液压机来说,在规格方面应当了解以下内容:模压容量、模压力、速度、模具安装尺寸、顶出装置及尺寸、开模方式、喷嘴孔直径及喷嘴球面半径、浇口套定位圈尺寸、模具最大厚度和最小厚度、模板行程等,具体见相关参数。如果您对四柱液压机有选型方面的问题,欢迎咨询山东威力重工技术部:0632-5850025 18306370868(同微信)




